
The 5 fundamental concepts of the Lean approach
25 May 2021
TechMass: the perfect Growth Partner for your company
23 August 2021
Identifying losses in production, or “losses“, is one of the first steps on which a manufacturing company should focus its efforts.
How can you hope to improve your performance without having clear data on the causes of greater inefficiency? How can the improvement be assessed without being able to quantify it before and after?
A timely and accurate measurement of losses is also the basis of digital manufacturing.
Only by properly measuring all the steps of the supply chain, with reliable and processable data, it will be possible to exploit the power of the algorithms that artificial intelligence is introducing.
Only by knowing exactly the real tooling times of the machines, of the passage from one product code to another, the precise cycle times of each product code, the impact of the day, time and team in productivity, the crossing times of the work phases in the various steps, we can automatically and intelligently plan production in each machine and in real time. This is the approach that TechMass wanted to use.
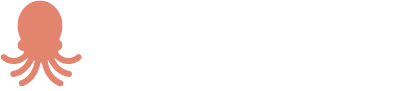
TechMass screen through which it is possible to view in a timely and precise manner the crossing times and creation of an order in the various work steps.
The traditional approach of the MES
In the world of traditional MES, the standard approach to identifying leaks is to make an integration with the PLCs of the machines. By doing so, information on production and downtime is obtained directly from it. At first, this seems like the most sensible solution. Those who know the environment, however, know that the data taken from the PLCs are not really that valuable and there are mainly two reasons:
- they are very technical data;
- they are data that can represent partial or incorrect information on reality.
Let’s see an example coming from a latest generation machine. The image below shows how the machine generates alarms and information which, if collected over a period of weeks or months, risk being completely irrelevant to those involved in improving production. The fact that the safety barriers have been crossed is clearly the consequence of the fact that something in the car was wrong and not the cause of the problem.
The information collected in this case would be completely disconnected from reality and would not allow processes to be improved.

Example of data from a PLC
Even worse is the case where PLCs even provide misleading information. If we stopped to observe the following message transmitted by the PLC, “Position light and daylight failure”, we could think of many corrective actions.

Incorrect PLC data example
We therefore have information that, although technically correct, does not bring real added value. In fact, it does not immediately indicate where to take action to resolve the failure. In fact, the reality is that the entire front part of the car is severely damaged and requires the intervention of a specialized coachbuilder.

Real case of frontal damaged car.
To overcome these limitations, traditional MES sometimes group downtime into some macro-categories (eg a generic “Minor stops”). In this way, the enormous added value that this type of solution can bring is lost.
TechMass innovative approach to Loss Identification
Strengthened by these limits and knowing the fundamental importance of having a quality data, not only to establish a process of continuous production improvement but also to fully exploit the power of artificial intelligence, we have chosen an approach that is very different from the standard and, of fact, countertendency, which however allows to overcome the limits described above.
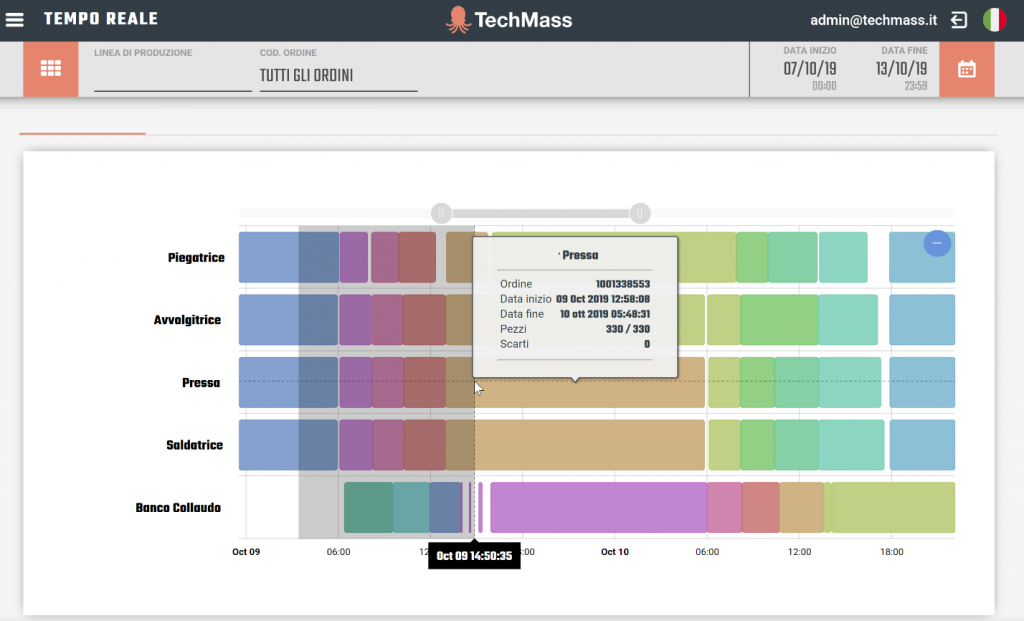
Through Paul, our IoT device directly connected to the Cloud, we capture all production information. How? By recording electrical data from the sensors, and therefore reliable and precise data, without the need for any software integration with PLCs. This data is then completed with operator feedback provided through our native App, created especially for them.
The combination of electrical data and information from operators allows us to have reliable and timely data and at the same time of great value.
Through a Web configuration, our customers have the possibility to create and manage autonomously, for each machine and in real time, the reasons for downtime that will then appear in the single App of the single machine in question.

TechMass architecture: Paul and the App
The choice to create a native App was dictated by the fact that, in order for this mechanism to work, the operator’s life must be simplified as much as possible. One of the ways is to allow machine downtime to be causalized extremely quickly and effectively.
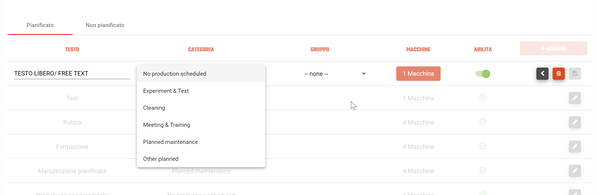
Web configurator screen where you can independently manage the universe of machine downtime with unprecedented flexibility and simplicity
Which are the benefits?
Adopting this hybrid machine-man system has crucial advantages:
1. Autonomy in managing the granularity of detail (macro-areas of error)
Problems in production lines are a constant. It is therefore natural that something is wrong and it often happens that they are problems of a different and variable nature. Thanks to the approach just described, each company will be able to manage its own system independently according to the needs and cultural level of the organization. You can start the process by creating a few generic downtime, to then increase the number and detail independently as needed. This level of wealth of information can be increased over time, as awareness in the company grows and depending on the level of depth of the problems.
2. Involvement of operators
By asking operators to contribute, they are given the opportunity to be part of a continuous improvement project. The goal is to help themselves to be able to work better, without interruption and without problems. The empowerment of the team and the involvement of operators are basic principles of the Lean methodology. Is it more valuable an operator who, in the face of a machine downtime, does not know what to do and does not contribute in any way, or a person who instead knows the machine and proactively tries to improve it? This vision of the team and the operators represents a huge cultural change that it is never too late to start and it is not right to ignore, even in the face of seasonal or unskilled operators.
The data collected by dozens of companies makes us understand that people, when valued and appreciated, can become an extremely valuable contribution to companies. We also see that the randomization of the stops is extremely complete and, as our customers tell us, also truthful.
3. Flexibility in work processes
Not being connected to the constraints imposed by the rigid logic of a PLC, thanks to our system it is possible to manage the work processes (processes) on the machine with extreme flexibility. The system becomes extremely flexible and is very simple for our customers to configure. They can thus autonomously define which steps and which processes to follow in each machine and according to needs, without having to spend time and money on PLC-bound integrations from time to time. Considering the speed at which manufacturing companies and customer needs are changing today, it is good to make sure that you can change things in a lean and effective way, rather than being managed by them.
4. Standardization and scalability
By being able to install our system in less than 30 minutes per machine, not only can we digitize an entire factory in a fraction of less time than any other solution on the market, but we can also do it on all factory machines, including manual workstations.
Only in this way can we obtain a sufficiently solid database to monitor the entire supply chain and therefore be able to apply artificial intelligence algorithms, capable of adding further value to our customers.
5. Time and cost of integration
It is easy to understand how a project like this also has fixed costs and you live much lower than any traditional project. A large part of the monthly fees are then reinvested by TechMass in research and development and in an unprecedented customer support activity.
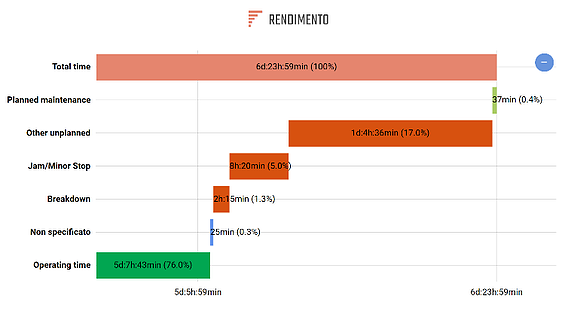
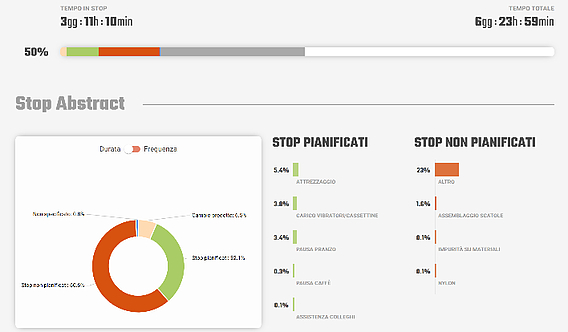
At TechMass we are very focused on identifying leaks. For this reason, we have created many reports and statistics dedicated to making companies understand how to increase competitiveness
The integration of data from the PLC makes sense in certain contexts and is something we support and do, if necessary. An example? When you want to monitor process parameters or specific information that only a PLC can have (such as the torque of the motors).
Machinery manufacturers will necessarily develop and introduce increasingly sophisticated technologies, for a better functioning of the machines, which no one knows better than them.
This is a strategic choice, and not a technological limitation. We believe that companies need to specialize vertically and then be open to horizontal integrations. It is the task of the MES to analyze detailed data from the machines in an increasingly sophisticated way, to offer those who manage the manufacturing shop floor the opportunity to make effective choices.
Conclusions
MES systems, although essential for the proper functioning of factories, are not yet widespread. Over time, they have also taken on an often negative connotation of expensive, complicated and difficult to use systems. The main reason is that the focus of traditional MES has never been sufficiently focused on identifying losses. A crucial element to measure to achieve true continuous improvement.
Starting from the desire and the goal of really helping companies to remain competitive, we have redefined the approach of the MES. Through a different perspective, we have created an innovative product, much simpler, leaner and focused on the real needs of companies. Thanks to the choice not to integrate our product with PLCs, we guarantee our customers the best results, in a short time and with reduced costs.
The success we are experiencing in companies is confirmation that we are going in the right direction.