
How to improve efficiency thanks to the OEE
28 September 2021
TechMass 2021: goals and lessons
21 December 2021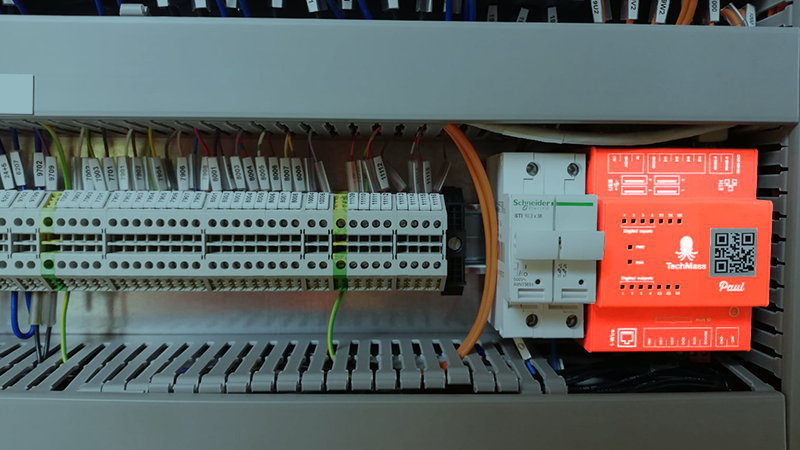
MES systems usually integrate with the PLCs of the machines from which they extract data. Why at TechMass do we prefer to avoid this integration when possible? And why, if we have to integrate, do we prefer a hybrid approach?
PLC (programmable logic controller) is a very popular tool in the manufacturing field. It serves to indicate the computer that allows the management and control of the various processes. In simple terms it is the brain of a machine.
Integrating MES software with a PLC has traditionally been the main road followed by everyone. In fact, there are data that cannot be extracted in any other way except through integration. However, this is not always the best choice.
What are the difficulties of integrating MES software with a PLC?
Integration is an activity that is not always easy to carry out and requires both a temporal and an economic investment. Often, especially for old machines, the source codes are no longer available, the companies that created them may no longer exist or the programmers who know the logic are no longer there. Furthermore, the logic of the PLCs are very different from each other. If we think of the definition of “stopped” or “waiting” or “tooling”, we know that each manufacturer identifies and interprets them differently.
Having an MES system that totally depends on integration with the machine risks being a source of problems, delays and surprises that can undermine the productivity of the company.
Hybrid integration between Plug & Play MES software and PLC
For this reason, in TechMass we prefer a hybrid type integration. It means that where it is needed, we do not ignore PLCs but we integrate with them to extract data that we could not obtain otherwise.
There are in fact some information that only a PLC is able to give. Other information, however, we continue to collect with Paul, the Plug & Play hardware of our solution, and through the inputs on the tablet by the operators.
The data collected by a MES Plug & Play software VS the data collected by the PLC
So what are the data that we let Paul continue to collect? And which ones, on the other hand, we entrust to the PLC?
With our MES Plug & Play system, thanks to the sensors and operators who interact with the tablet, we continue to collect the following data:
- – production progress, i.e. the number of pieces produced and waste;
- – the reasons for the production stops;
- – some process parameters that can be collected with sensors;
- – machine process logics, such as tooling, dead times and more
When we integrate with PLCs, we only do part programs (for example the recipe to be sent to a machine to produce a product or to set the line in a specific way) and read the process parameters that cannot be collected with the sensors.
What are the benefits of a hybrid approach?
PLC software are often written in different languages and custom made. Integration with these software therefore always brings with it possible critical issues. Data, for example, could be delayed or lost. There would also be no uniformity in the data collected, which are essential for measuring some KPIs in real time, such as the production OEE, with accurate, reliable and homogeneous information.
Our hybrid approach, on the other hand, allows you to rely on electrical data that is robust, faithful and standard.
Only with reliable data is it possible to undertake corrective actions in real time and in the long term pursue continuous improvement actions.